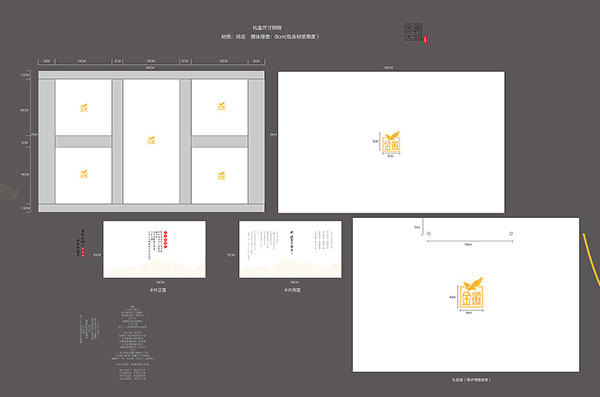
在为客户定制礼品盒的时候,为保证礼品盒能够从设计到批量生产的顺利进行,成都包装厂一般会进行产前打样制作,礼品盒打样的目的是为包装批量生产时提供具体的盒型结构、材料选用、制作工艺标准及生产技术保证。
礼品盒打样的效果很大程度上决定设计开发是否过审到量产,所以在打样时对样品制作要求较高,在新产品打样时,需要注意突出表现设计的重要因素。礼品盒的打样一般是将纸按照刀版进行裁切、模切、压线、开槽等工序之后进行定位、裱盒、成型定型。
1、打样材料选定与开槽
礼品盒因用途不同,不仅要考虑物品放置的方式、结构,同时需要顾及自身的挺度及所需承受质量,所以选择的材料类型也根据现实要求进行选用,常用的礼品盒制作材料多使用工业纸板和中纤板两种类型。现在以工业纸板为例,在礼品盒打样时选定材料之后,为保证礼品盒整体的挺度和外观,避免产品变形,打样时需要根据工业纸板的纤维方向来选定工业纸板的模切方向,工业纸板横向可以从网痕呈现的锐角来识别。工业纸板纵向纹路使用变形小,横向纹路使用中伸缩变形量较小。为保证礼品盒打样效果的最佳呈现,避免礼品盒局部变形从而导致盒盖不能完全闭合出现密封不严的情况,在打样中工业纸板使用横向进行开槽与纵向纹路形成十字网格交叉。
礼品盒打样根据刀版结构需要对工业纸板进行开槽,开槽角度根据内外盒的类型不同也需要具体调整,为保持礼品盒的整体装卡精度,保证礼品盒不因装卡局部挤压发生变形,对礼品盒内盒的开槽角度多选在90°-100°之间,则壳板开槽角度多在100°-120°之间。在打样时,工业纸板普通开槽均为对称开槽,开槽若为100°,槽线左右两侧均为50°。为使打样有更好效果,经多次对开槽角度改进试用,在礼品盒工业纸板均使用110°开槽角度的基础上,在外壳侧面左侧开槽增加10°为65°,右侧保持55°不变,此设计更利于礼品盒盒盖的闭合,增加礼品盒的密封效果。在礼品盒打样过程中可根据对工业纸板槽线除进行刀线或进行断刀,可以使礼品盒直角处较为方正、礼品盒整体成型效果更高。
2、胶水的选
在礼品盒包装对用胶水的选用需要根据纸张类型进行选定,同时选定胶水需考虑到安全卫生方面、经济性、粘接环境、干燥速度等因素。根据所需要粘接纸张材料的种类、特性、粘接位置及面积等选择相应的胶水,一般所需要胶水性质应与粘接材料的性质相近;同时礼品盒打样时需要根据批量生产时粘接环境的条件选择相应的胶水,考虑生产车间内的温度、水分、真菌等因素都会影响粘接强度;在满足使用性能要求的前提下,应尽量选用低价格胶水,实现性能与接触体的均衡,从而降低生产成本;胶水需要针对性地选用,一般选用裱盒粘接专用胶,无异味,避免选用多用途的万能胶,对于此液体类胶水除了考虑其物理性能指标外,更重要的是考虑其安全卫生环保性能,是否含有甲醛、甲苯、二甲苯等有害物质。
3、磁铁和铁片位置选择
市场上礼品盒种类复杂多样,礼品盒设计时为保证产品闭合时的封闭性,礼品盒上多使用磁铁和铁片保证礼品盒的封闭牢固效果,避免产品在搬动或运输时盒盖松动打开。在礼品盒上对于磁铁和铁片位置的选择可以有效保证礼品盒封闭时的牢固程度。在礼品盒上注意铁片方向,粗糙面与工艺纸板粘接光滑面与磁铁相对。对于磁铁和铁片与礼品盒边缘位置一般设置为35mm左右,在两边缘之间可根据现实尺寸设置磁铁和铁片的个数,一般为均匀居中设置。对于磁铁和铁片上下方向位置设置多为距下边沿15mm。
总之,成都印刷厂礼品盒制作的产前打样是从设计到量产至关重要的环节之一,礼品盒在打样过程中会发现盒型设计的不足和不合理之处,从而进一步对设计进行改善以达到设计合理化。因此礼品盒打样是为生产提供工艺依据,所以在礼品盒打样时应规范一定的制作流程和打样要求,来最佳程度验证设计的合理性,同时为之后礼品盒生产提供工艺制作标准。